




Urządzenia idealnie nadają się do sortowania żywności oraz pozostałych produktów w postaci ziaren i granulatów. Dzięki nowej platformie CSort Cloud operator jest w stanie monitorować i kontrolować proces sortowania bez obecności przy urządzeniu. Wysokiej rozdzielczości kamery (5400 pikseli) zamontowane w urządzeniach pozwalają na wykrywanie defektów do wielkości 0,05mm. Ultra jasne oświetlenie LED (sekcja kontroli produktu) w połączeniu ze wcześniej wspomnianymi kamerami pozwala na wykrywanie najmniejszych różnic w odcieniu oraz w teksturze produktu.
Wysoka efektywności przy najtrudniejszych produktach
Sortowniki optyczne są szeroko stosowane w przemyśle spożywczym, szczególnie tam, gdzie wymagana jest wizualna kontrola produktu. W obrębie przemysłu spożywczego posiadamy doświadczenie w sortowaniu zbóż, roślin strączkowych
i oleistych, orzechów, nasion traw, a nawet mrożonych lub suszonych owoców i jagód. Sortery optyczne z powodzeniem sprawdzają się również w obrębie przemysłu takiego jak recykling szkła i tworzyw sztucznych, sortowaniu odpadów,
a także soli i minerałów.
Zasada działania
Produkt wejściowy jest podawany do sortownika za pośrednictwem leja zasypowego. Za pomocą rynien wibracyjnych podawany jest do kanałów rozdzielczych. Następnie produkt dostaje się do strefy inspekcji, gdzie jest sprawdzany przez zaawansowane technologicznie czujniki lub kamery CCD. Czujniki (lub kamery) po odbiciu odbitego światła od wybranego materiału generują sygnał elektryczny dla komputerowego systemu operacyjnego.
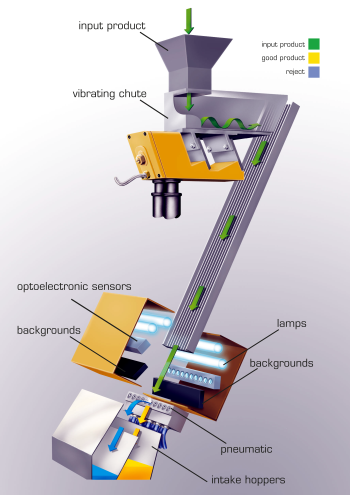
W zależności od sygnałów otrzymanych z układu optycznego, komputerowy system sterujący wysyła polecenie otwarcia zaworu pneumatycznego (wyrzutnika), który wyrzuca frakcje o innym kolorze. Dobry produkt trafia bezpośrednio do kanału dobrego produktu. Odrzut jest wydmuchiwany do kanału odpadu. Większość sortowników ma opcję ponownego przejścia, która zapewnia dokładniejsze sortowanie ziarna i minimalizuje straty dobrego produktu.
Sensory oraz kamery CCD
Sortownik kolorów, sortownik optyczny (lub optoelektroniczny) lub po prostu sorter – wszystkie oznaczają jedną i tę samą maszynę do sortowania.
Niemniej jednak kluczową cechą wyróżniającą konstrukcję układu optycznego jest sorter z czujnikami i sortownik optyczny z kamerami CCD. Aby zrozumieć, na czym polega różnica między tymi typami sorterów, należy przypomnieć system analizy obiektów, ponieważ dzięki temu systemowi proces sortowania kolorów staje się możliwy.
W pierwszym przypadku analizatorem jest czujnik, w drugim przypadku kamery CCD . Czujniki obserwują ziarno na całej powierzchni (plamka całkowita), a obraz otrzymany z matrycy CCD jest punktowy i bardziej szczegółowy.
W zależności od sygnałów otrzymanych z układu optycznego, komputerowy system sterujący wysyła polecenie otwarcia zaworu pneumatycznego (dysza), który wydmuchuje ziarna inne niż wstępnie ustawione parametry ziarna. Dobry produkt trafia bezpośrednio do leja z akceptowalnym produktem. Odrzut jest wydmuchiwany do leja odpadu.
Ponieważ kamery CCD widzą punkt ziarnistości, odrzucają ziarna z małymi defektami, co staje się ważne przy sortowaniu nasion rozdrobnionych, połamanych itp. Nie zawsze jednak taka dokładność jest potrzebna ponieważ podczas produkcji ziarna połamane stanowią dla przedsiębiorstwa dobry produkt. Analizując produkt pod kątem zanieczyszczenia z różnicami dotyczącymi koloru, a nie kształtu logiczne jest zastosowanie sorterów bazujących na czujnikach kolorów, a nie kamerach.
Kolejna różnica polega na tym, że każdy sortownik oparty na czujnikach sprawdza swój własny kanał, podczas gdy w sortownikach z kamerami CCD wyświetla całą szerokość rynny. Potencjalnie sprawia to, że sortery optyczne oparte na czujnikach są bardziej niezawodne w działaniu, ponieważ awaria jednego czujnika prowadzi do awarii jednego kanału. W awarii jednej kamery natomiast może nastąpić awaria całej maszyny (w przypadku sortera optycznego 1-rynnowego)
Wybierając sorter optyczny, zalecamy zwrócenie uwagi na konkretne cele sortowania zamiast modelu sortera. Dobór urządzeń powinien odbyć się na podstawie wymagań dotyczących akceptowalnego wyglądu produktu końcowego.
Przejdź do zakładki dostawcy na platformie Food Industry Support i skorzystaj z bezpłatnych konsultacji: TUTAJ